


铝铸件的铸造模具有多种,铝合金翻沙铸造主要有:手起模、型板模、漏模和顶箱模,手起模的效率低,适合小批量生产,人工成本高;型板模效率相对较高;漏模和顶箱模效率高,人工成本相对较低。铝合金钢模浇铸采用的是热模钢制作的模具。效率较高,人工成本较低,但模具成本高。

对于防腐要求较高的场合,如摩托车车架、放在厨房中的冰箱等一般采用喷粉工艺。电泳工艺一般运用于耐盐雾试验、耐冲击性等要求比较高的场合并且充当底漆的作用。当然象汽车雨刮器、高档门锁等只需一道电泳漆就能满足要求。有时对一种产品三种工艺都能适用,这由各方面的综合因素而定。

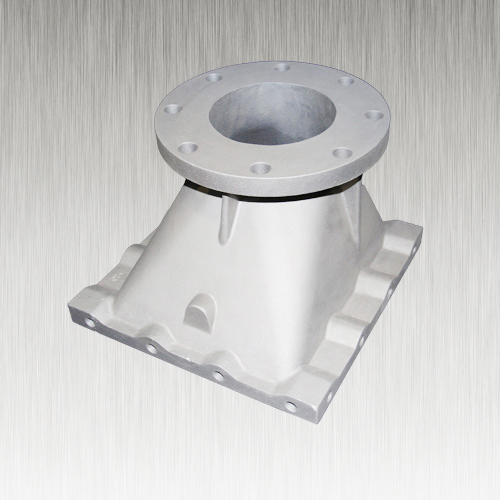
铝铸件的用途很广泛,如设备配件、电力配件、石油机械配件、火车配件、汽车配件、蜗壳、阀体、支架、厨房用品、自行车配件、纺织机械配件等等,铝铸件的应用到处可见。

1. 产品表面光洁度不高。浇铸产品在冷却收缩后表面容易形成类似抛丸的凹坑。2. 充型慢,生产效率低。3. 模具寿命较压铸要长,模具成本低。4. 铸件内部气孔少,热处理后产品的前度可得到较大的提高,甚至超过压铸产品。5. 产品致密性低。依靠液体自重成型,低压铸造机产品的致密性较压铸要低,其强度也稍差,但其延伸率较高。



