



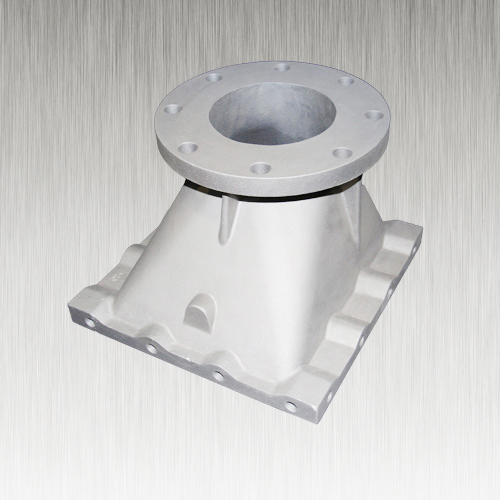
铝合金重力铸造是一种不同于压铸的铸造工艺,与压铸件不相同的,这种工艺的铝铸件的使用范围和领域也不同。铝是个非常稳定坚固的材质,用铝铸件可以使设备的运作更加顺利,小到机械设备的零部件,大到飞机火车上的零部件,都是铸造出来的。

当铝合金压铸表面较粗糙时,主要是由铸造方法等因素造成的。例如,选择的铸造工艺和铸造工艺不同,因此表面粗糙度也不同。主要的铸造工艺分为: 低压铸造、压铸、消失模铸造、钢模铸造等。此外,在整个加工过程中,铸铝件的表面粗糙度与所用的工具和铸铝件的主要材料有很大的关系。
铸件表面及近表面缺陷的检测之磁粉检测,磁粉检测适合于检测表面缺陷及表面以下数毫米深的缺陷,它需要直流(或交流)磁化设备和磁粉(或磁悬浮液)才能进行检测操作。磁化设备用来在铸件内外表面产生磁场,磁粉或磁悬浮液用来显示缺陷。当在铸件一定范围内产生磁场时,磁化区域内的缺陷就会产生漏磁场,当撒上磁粉或悬浮液时,磁粉被吸住,这样就可以显示出缺陷来。这样显示出的缺陷基本上都是横切磁力线的缺陷,对于平行于磁力线的长条型缺陷则显示不出来,为此,操作时需要不断改变磁化方向,以保证能够检查出未知方向的各个缺陷。
涂装工艺一般可分为:喷漆、喷粉和电泳。工件经表面处理后,针对不同工件对外观和耐腐蚀的要求,选用合适的喷涂工艺及设备,同时应注意流平、干燥、冷却等工序的控制,否则会对产品质量产生不良影响。一般情况下,喷漆工艺能获得较好的外观质量。喷漆涂层具有较好的光泽、色泽及耐候性,通常用于汽车外涂层、摩托车油箱等外观要求较高的场合。



