


铝铸件的铸造模具有多种,铝合金翻沙铸造主要有:手起模、型板模、漏模和顶箱模,手起模的效率低,适合小批量生产,人工成本高;型板模效率相对较高;漏模和顶箱模效率高,人工成本相对较低。铝合金钢模浇铸采用的是热模钢制作的模具。效率较高,人工成本较低,但模具成本高。

1. 产品表面光洁度不高。浇铸产品在冷却收缩后表面容易形成类似抛丸的凹坑。2. 充型慢,生产效率低。3. 模具寿命较压铸要长,模具成本低。4. 铸件内部气孔少,热处理后产品的前度可得到较大的提高,甚至超过压铸产品。5. 产品致密性低。依靠液体自重成型,低压铸造机产品的致密性较压铸要低,其强度也稍差,但其延伸率较高。

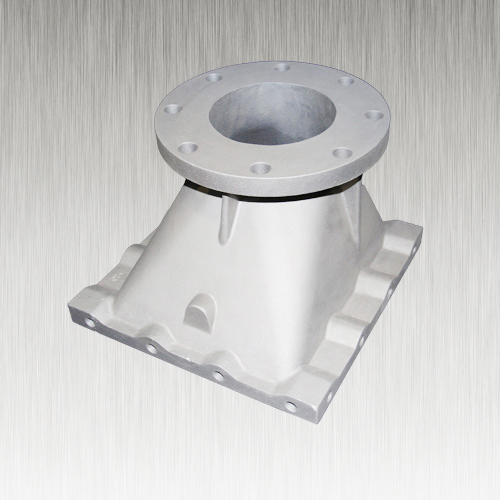
那是因为铝铸件具有很多其他金属材料的铸件无可比拟的优势,比如说质量轻,还具有耐腐蚀、外观漂亮等优势,铝铸件极大的受到各行各业用户的青睐,尤其在汽车轻量化以来,铝铸件在汽车行业中得到了极为广泛的应用。



