


重力铸造缺点: 1、产品表面光洁度不高,抛丸后易产生凹坑。2、生产效率低,从而增加了生产成本。3、工艺较简单,不适合生产薄壁件。
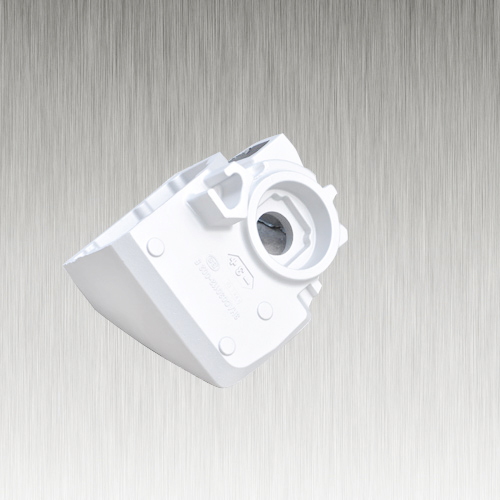
浇注出的铸件用公用销轴穿两个Ф10.5mm的孔,因两孔分歧轴,销轴穿不出来,必要100%校订,并且变形没有一点纪律,增添了校订事情量,严峻拖后出产进度。

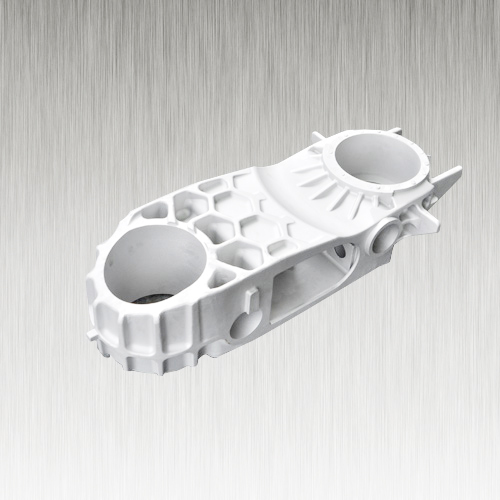
铝铸件的用途很广泛,如设备配件、电力配件、石油机械配件、火车配件、汽车配件、蜗壳、阀体、支架、厨房用品、自行车配件、纺织机械配件等等,铝铸件的应用到处可见。

还有就是我们铸造过程中的机械设备的正确操作,以免错误或异常操作事故的发生。在我们铸造行业的铸件清洁设备的运行过程中,要做好防护工作,预防粉尘对人体造成的伤害。除了以上这些还有就是高温以及热辐射的伤害,以及噪音污染带来的伤害。



