


首先一定要做好车间的防火措施,因为红色的铸件,以及飞溅的铁水,一旦碰到人体,会被烫伤;一旦碰到了,易燃物,或者易爆物料,那后果是大家不敢想象的。而且在生产的过程中稍有不慎,可能会有被融化的金属液体烫伤。不小心碰到高重力铸造温铸件也会被烫伤。

铝铸件的分为矫正、修补和表面精整三个方面,因为有些铸件在凝固、冷却以及热处理过程中会产生不同程度的变形,使部分尺寸超差,所以需用矫正的方法修复。矫正主要利用机械力量在室温或温态下进行,当变形量过大时,也可以在加热炉内利用铸件自重或外加压重进行高温矫正。而铝铸件的外部缺陷主要使用焊接手段修复;铸件表面粗糙和凹凸不平一般用悬挂砂轮和高速砂轮磨光精整。
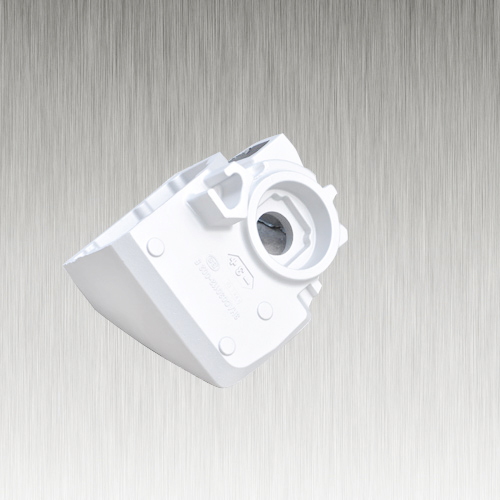
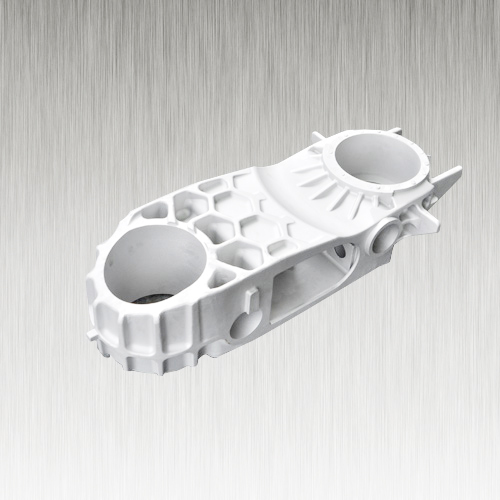
浇注出的铸件用公用销轴穿两个Ф10.5mm的孔,因两孔分歧轴,销轴穿不出来,必要100%校订,并且变形没有一点纪律,增添了校订事情量,严峻拖后出产进度。



